Markiergeräte und Anlagen zum dauerhaften Markieren von Schriftzeichen und Data-Matrix-Codes
Die Firma Systemforschung liefert ein breites Spektrum an Markiermaschinen für die Stahl und Metall verarbeitende Industrie. Neben standardisierten Markiersystemen wie zum Beispiel unseren handgeführten Nadelprägern, entwickeln wir für Sie maßgeschneiderte, bedarfsgerechte Markierlösungen für Ihre Anwendung. Hierzu greifen wir auf umfangreiche Konstruktions-Baukästen mit bewährten Baugruppen und Komponenten zurück. Gerade im Bereich der Stahl-, Walz- und Röhrenwerke sind aufgrund der rauen Umgebung solide und erprobte Technologien gefragt. Die Nadelprägetechnologie bietet weitere Vorteile gegenüber dem „Stempeln“ mit herkömmlichen Maschinen. Neben der „Nadelprägetechnologie“ liefern wir „Ritzpräger“ so wie konventionelle Typenradstempelmaschinen für verschiedene Einsatzzwecke.
Die Close-Close Loop Technologie ist für nahezu alle Maschinen und Werkzeuge die sich mit dem LUCy G Controller und der LUCy G2.0 Software steuern lassen verfügbar.
Die neue PC-basierte Markiersteuerung LUCy ist die Steuerungsgrundlage sämtlicher Markiermaschinen und ist in der Lage bis zu vier Achsen (X,Y,Z,A) simultan zu steuern. Die Markiersteuerung ist sowohl als Desktop-Steuerung oder zur Schaltschrankmontage geeignet, und in einem platzsparenden Gehäuse zusammengefasst. Zur Visualisierung verfügt sie über ein 10,1“ Touch-Display. Schnittstellen: 1x RJ45, 2x USB Anschlüsse für Tastatur, Maus oder Barcode-Scanner, HDMI.
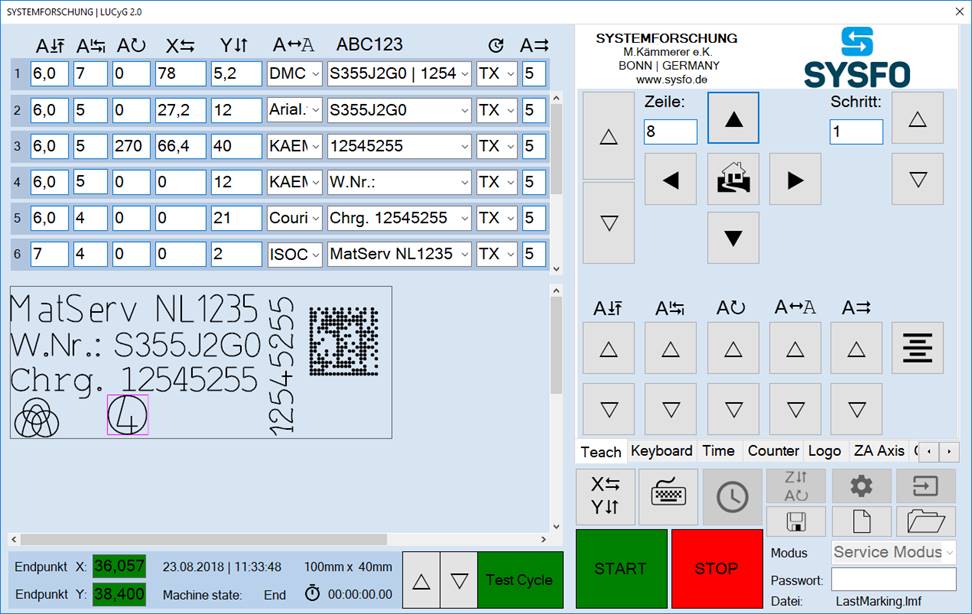
Die Markierprogramme werden mit der Software LUCy G2.0 erstellt und verwaltet. Bei der Erstellung des Markier-Layout behalten Sie immer das wesentliche im Blick. Die Software LUCy G2.0 erstellt G-Code Dateien (DIN 66025/ISO 6983) anhand voreingestellter Parameter und Variablen. Dazu werden die Linien und Bögen einzelner Schriftzeichen mittels mathematischer Berechnungen skaliert, transformiert und rotiert. Die hieraus resultierenden Werte, werden zum einen als Grafik in der Softwareoberfläche (Markier-Vorschau) dargestellt und zur Erstellung von G-Code Dateien genutzt. Zusätzlich wurden Module für eine automatisierte Generierung von Markiertexten eingebunden. Die Software ist netzwerkfähig und kann als Master/Slave interagieren.
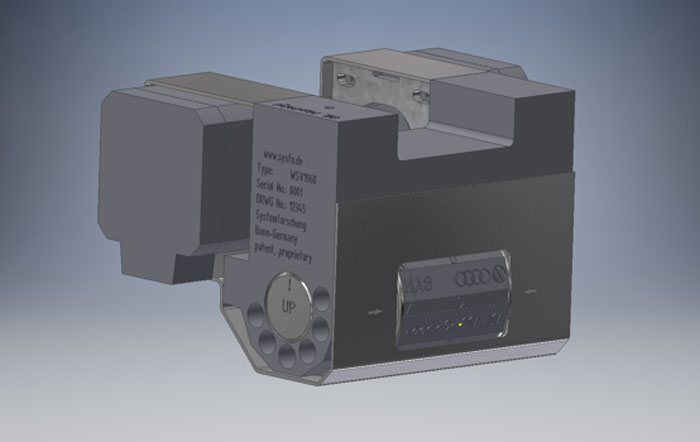
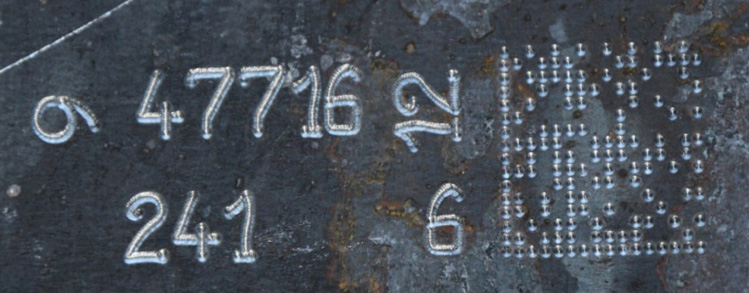
Mittels Roboter werden in einer Hot-Forming-Anlage die zu markierenden Bauteile in einer Prägepresse positioniert. Das Prägewerk prägt in drei Schritten die Herstellerzeichen und das Lieferantenkürzel, Bauteilnummer und Revisionsstand und das Fertigungsdatum in unter 3 Sekunden. Je nach Ausführung können über die freien X- und Y- Achsen Data-Matrix Codes markiert werden. Dabei sind die Gravuren so ausgeführt, dass diese die aufgebrachte Aluminium-Oxidschicht nicht beschädigen.
Die Einwahl und Stellungen der Räder werden mittels Inkremental-Messgeber überwacht. Hierzu kommt das eigens entwickelte „Close-Close Loop“ Verfahren zum Einsatz, bei der die Steuerung Schritte und Schrittverluste abgleicht und bei Bedarf Schritte nachregelt. Sind die gewünschten Positionen nicht mehr erreichbar, geht die Steuerung vor dem Prägeversuch in Alarm oder Störung.
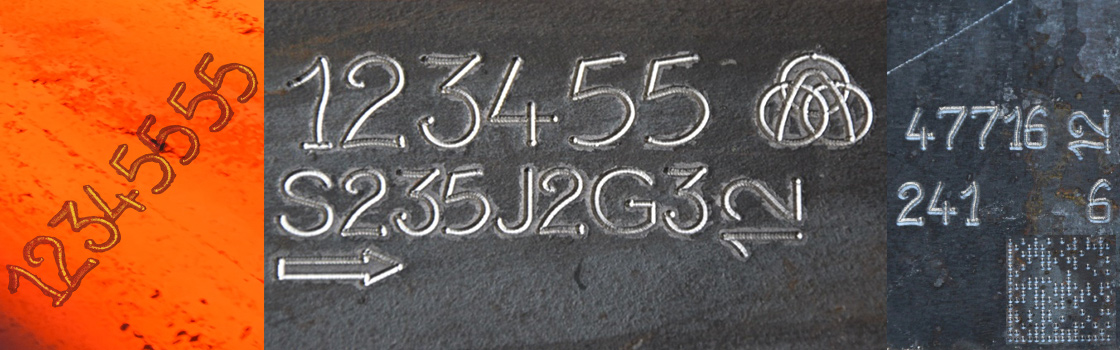
Auf der brenngeschnittenen Oberfläche von Knüppeln (Markiertemperatur ca. 900°C) wird mittels Nadelpräger die Chargen-Nr. als Klarschrift und ein Data-Matrix-Code geprägt. Die Prägung erfolgt direkt auf der ersten Station des Wende-Kühlbettes um Verwechselungen zu vermeiden. Anschließend werden die Markierungen mit einem OCR-Lesesystem gelesen und verifiziert. Die Markierung dient in den nachfolgen Fertigungsschritten (Drahtzug, Walzwerk) der Legierungs- bzw. der Chargenzuordnung.

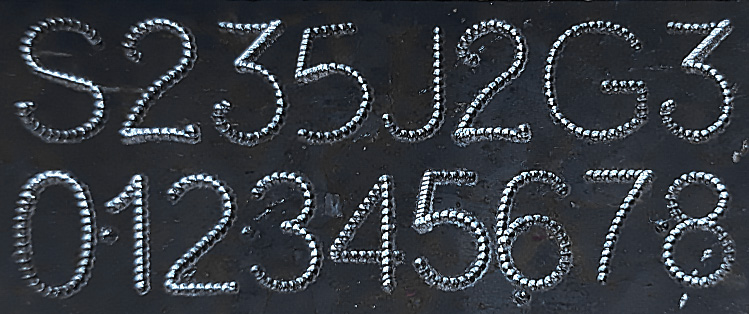
Die durch das Stahlwerk gelieferten Materialproben werden im ersten Schritt an unterschiedlichen Positionen vor der Bearbeitung (Sägezuschnitt) geprägt. Hieraus werden in nachfolgenden Fertigungsschritten sogenannte „Prüflinge“ (Zug-Torsionsproben) hergestellt. Die geprägten Ziffern sind mit der Schriftart SysFont markiert und sind identifizierbar, auch wenn ein Teil der Markierung fehlt oder verloren geht.
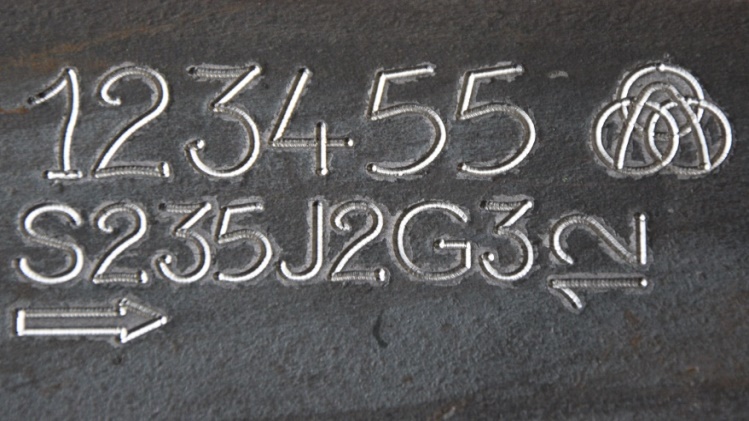
Die Markierungen zeigen den Unterschied zwischen einer Markierung im kontinuierlichen Vibrationsmodus und einer „Punkt zu Punkt“ („dotted“ oder auf Deutsch „punktierte Schrift“). Beide Markierungen entsprechen der sogenannten Norm für Druckbehälter (DIN, ASME, und AISI) Bereich „Low Stress“ (geringste Kerbwirkung), da die Punkte mittels einer gerundeten Nadel in die Bauteiloberfläche eingebracht wurden. Die Nadel erzeugt aufgrund ihrer chemischen Zusammensetzung keine Kontaktkorrosion.
X40
Kleine, sehr schnelle, universell einsetzbare Markiereinheiten.
Ausführungen: Mobilgerät, Integration, Tischmaschine
Markierbereich: 50x40mm, 100x40mm, 150x40mm
Markiergeschwindigkeit: bis zu 12 Zeichen/Sek.*
Abmessungen (Integration Model) ab: 105x180x105mm [bxhxt]
Gewicht (Integration Model): 1,7kg, 2,2kg, 2,7kg
Markierzylinder: V12/75, V16/75, V22/75
Markiertiefen: 0,05 -0,5mm (Stahl mit einer Zugfestigkeit von 520N/mm²)
